耐熱性、非粘着性等の特性を活かし、幅広い分野の製造工程で使用されているテフロン(フッ素樹脂・PTFE)ベルトの接合方法、使用方法、駆動方法、走行調整について
使用環境、使用目的、形状によってテフロンベルトの接合方法は様々ありますが、代表的な接合方法・エンドレス加工を紹介します。
接合効率(%)=ベルト接合部の強度÷基材の強度×100
平滑性は○→△の順に優れ、現場施工は◎→○→△の順に優れています。
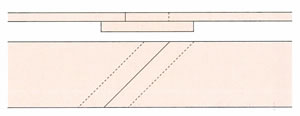
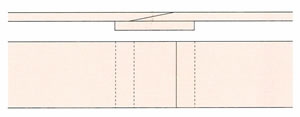
90°オーバーラップ エンドレス加工ベルト
接合部強度が十分に得られ、最もスタンダードなテフロン(フッ素樹脂)ベルト接合方法です。高張力のかかるラインに最適です。
接合効率:95% 平滑性:△ 現場施工:◎
45°オーバーラップ エンドレス加工ベルト
接合部に角度をつけることにより、90°接合のプーリー馴染みを改良したベルト接合方法です。
接合効率:95% 平滑性:△ 現場施工:○
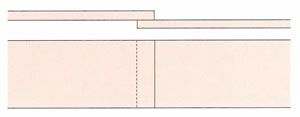
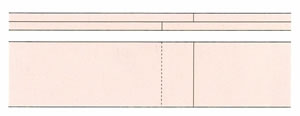
90°バット エンドレス加工ベルト
表面平滑性を重視したベルト接合方法ですが、突き合せ部が屈曲疲労を受けやすいという欠点があります。
接合効率:裏打材強度 平滑性:○ 現場施工:◎
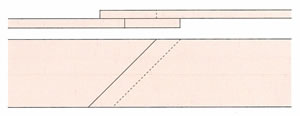
45°バット エンドレス加工ベルト
接合部に角度をつけることにより、バット(90°)法で懸念される突き合わせ部の応力集中を緩和したベルトの接合方法です。
接合効率:裏打材強度 平滑性:○ 現場施工:○
Vギザ・バット エンドレス加工ベルト
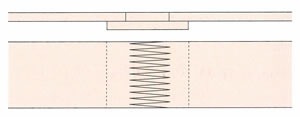
直線カットをV型にすることにより、耐屈曲性を増強させ、さらにオーバーテープにより補強したベルトの接合方法です。
接合効率:表面材+裏打材強度
平滑性:○ 現場施工:○
フィンガー・バット エンドレス加工ベルト
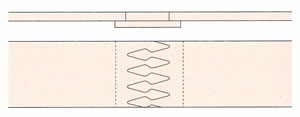
V型の形状を若干変化させたベルトの接合方法で、基本的にはバット(Vギザ)法と同様の特性を示します。
接合効率:表面材+裏打材強度
平滑性:○ 現場施工:○
オーバーラップ・スカイバージョイント エンドレス加工ベルト
接合部強度が十分に得られ、耐屈曲性を向上させたベルトの接合方法です。
接合効率:95% 平滑性:△ 現場施工:△
バット・スカイバージョイント エンドレス加工ベルト
表面平滑性と耐屈曲性のバランスが良好なベルトの接合方法です。
接合効率:裏打材強度 平滑性:○ 現場施工:○
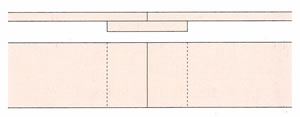
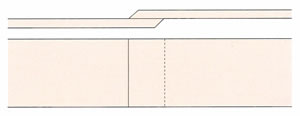
積層 エンドレス加工ベルト
表面平滑性に最も優れた接合方法で、段差を嫌う用途に適しています。
接合効率:87% 平滑性:◎ 現場施工:○
ラップレスジョイント ベルト エンドレス加工ベルト
表面平滑性と耐屈曲性を持ち合わせていますが、現場での作業にはあまり適していません。
接合効率:表面材+裏打材強度
平滑性:○ 現場施工:○
アリゲーター エンドレス加工ベルト
現場施工を容易にし、金属をきらう現場に適しています。
接合効率:接合部強度 平滑性:△ 現場施工:◎
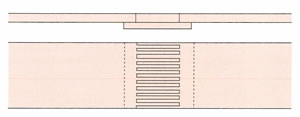
メッシュタイプ・ウェービング エンドレス加工ベルト
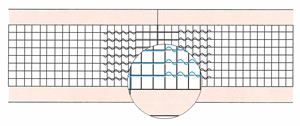
メッシュベルトに使用され、適度な平滑性と耐屈曲性が得られます。
接合効率:33% 平滑性:○ 現場施工:○
ループレーシング・ウェービング エンドレス加工ベルト
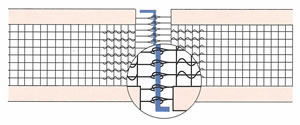
メッシュベルトに使用され、現場施工の困難な状況下で力を発揮します。
接合効率:40% 平滑性:△ 現場施工:◎
金具接合 エンドレス加工ベルト
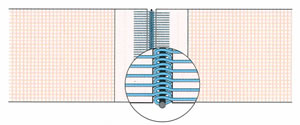
ループ部を金属にしたもので、ループレシング同様、現場施工を容易にしたベルトの接合方法です。
接合効率:金具S30 金具L45
平滑性:△ 現場施工:◎
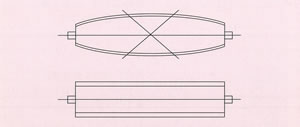
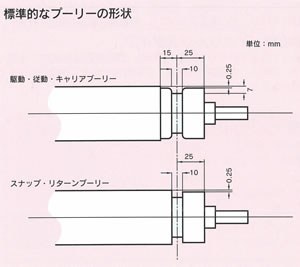
プーリーは、フラットプーリーを使用します。特に走行ロスを心配の場合は駆動プーリーにゴムライニングすることをお勧めします。ライニングの厚みは、5~10mm程度とし、硬度は50(SHORE’SデュロメーターA)位が適当です。
プーリーの長さは、テフロンベルト幅よりやや長めのものをご使用ください。ベルト幅とプーリーの長さの関係は下式を参考にして下さい。但し、トゥルートラックプーリーはこの限りではありません。
P=1.13(B+5)
P:プーリー長さ(mm) B:ベルト幅(mm)
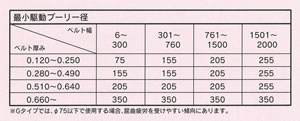
プーリー径とベルト厚さの関係は正しい伝導を得るためと、テフロンベルトの最大寿命を確保するために重要であり、駆動プーリーについては右の表を参考にしてその設計を行ってください。
ベルトの張力は一般的に使用機材(接続部)の引張強度の1/10にて設計しますが、使用張力は10N/cm以下が適正と考えられます。 特にテフロン(フッ素樹脂PTFE)含浸ガラスクロスタイプの場合、適正張力外でのご使用はベルトの寿命を低下させるだけではなく、シワや折れが発生しやすくなり破損の原因となりますので、ご注意ください。 ベルト幅、接合部仕様により異なります。
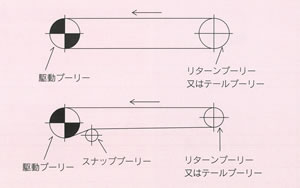
一般的にはシングル駆動方式が多く用いられていますので、いくつかの例を右図に示します。
ベルト支持装置には、キャリアローラー支持方式とプレート支持方式とがありますが、搬送物の重量、形状、搬送中の位置ずれ等を考慮の上ご選定下さい。(軽搬送用には主としてプレート方式が用いられていますが、プレート方式をご使用の際はテフロンPTFE含浸ガラスクロス粘着テープのライニングをお勧めします。)
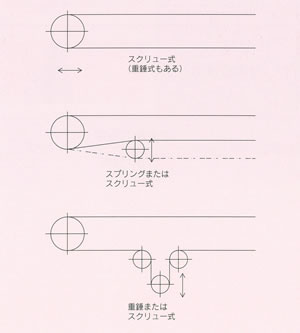
テフロンベルトを安定して走行させるためには、常に一定の張力で作動させる必要があり、テークアップが重要な装置となります。テークアップには右図のような方式がありますが、使用条件によって設計を行って下さい。
用途、サイズにより程度は異なりますが、伸びの少ないテフロンベルト・フッ素樹脂ベルトは蛇行する傾向があります。参考として、下記にプーリーの動きとベルトの挙動との関係を示します。
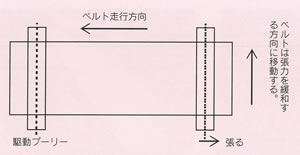
伸びの少ないテフロンベルト・フッ素樹脂ベルトは、プーリーのどちらか片側に張力をかけた場合に、基本的にその方向と逆の方向(かかった張力を取り去る方向)に動きます。
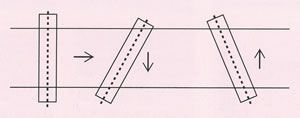
1.オープン掛けの場合の挙動
上図参照下さい。
2.スナッププーリーがある場合の挙動
イ)平行度による走行調整
スナッププーリーの平行度を下図のように調整するとベルトは↑の方向に移動します。
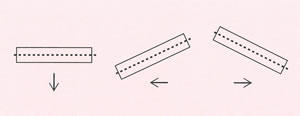
ロ)水平度による走行調整
各ローラーの水平度を下図のように調整するとベルトは↑の方向に移動します。
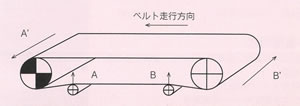
3.スナッププーリーの位置による調整方向の違い
スナッププーリーは取り付け位置によりベルトの調整方向が変化します。スナッププーリーA、Bを↑の方向に上げると(下図の手前側のみ)ベルトはA’、B’方向に動きます。
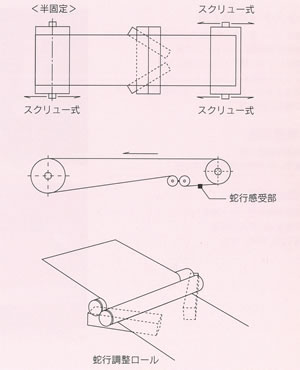
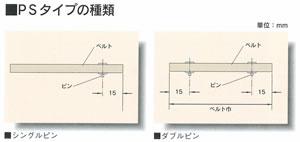
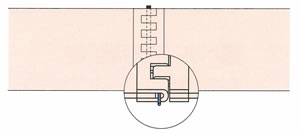
フッ素樹脂、テフロンベルト専用の蛇行防止装置
テフロンベルトの裏面に蛇行防止用の加工を施したもので、コードサポートタイプとピンサポートタイプがあります。

テフロン・フッ素樹脂ベルトの裏面に蛇行防止用の特殊なコードを装着したものです。コードがプーリーの溝に沿って走行するため蛇行、騒音の無い安定したベルト走行が可能です。
●耐熱温度:200℃ 適用ベルト幅:400mm以下
コードガイド装置を設置することによって400mm幅以上のベルトでもコードサポート方式を採用することも可能ですが、溝幅等、プーリーの形状を変更する必要があります。
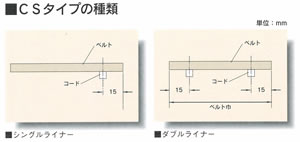

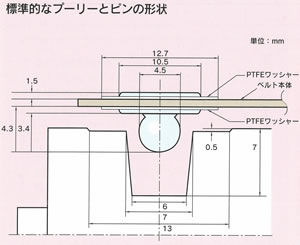
テフロン・フッ素樹脂ベルトの裏面に蛇行防止用のステンレス製ピンを一定間隔で装着したものです。ピンがプーリーの溝に沿って走行するため蛇行のない安定したベルト走行が可能です。
●耐熱温度:260℃ 適用ベルト幅:400mm以下

コードガイド装置を設置することによって400mm幅以上のベルトでもコードサポート方式を採用することも可能ですが、溝幅等、プーリーの形状を変更する必要があります。